

Для повышения эффективности работы автоматизированных систем управления технологическими процессами (АСУ ТП), обработки, отображения и архивирования данных, поступающих от аппаратуры КИП и автоматики, необходимо разработать оптимальную иерархическую структуру АСУ ТП.
Подобная структура АСУ ТП способствует эффективному диспетчерскому управлению работой оборудования и сбору информации от датчиков системы автоматизации, постоянному контролю технологических процессов промышленного производства.
Чаще всего распределенные АСУ ТП имеют трехуровневую иерархическую структуру. Пример структурной схемы распределенной АСУ ТП приведен на рис. 1.
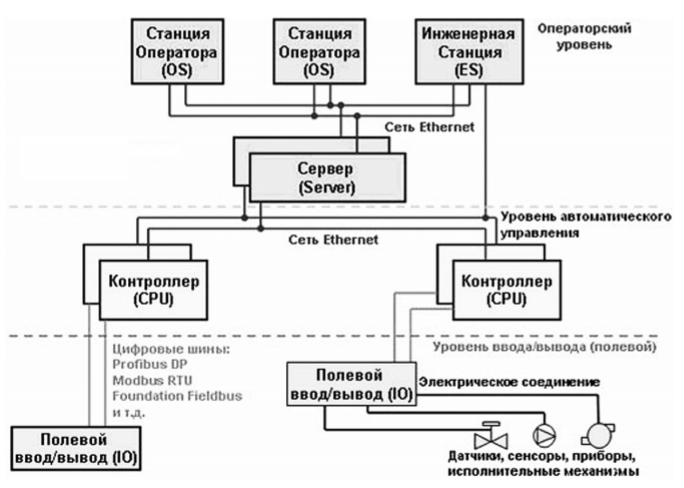
Рис. 1. Структурная схема распределенной АСУ ТП
Верхний уровень
На верхнем уровне автоматизированной системы управления технологическими процессами с участием операторов решаются задачи диспетчеризации процесса, оптимизации режимов, подсчета технико-экономических показателей производства, визуализации и архивирования процесса диагностики и коррекции программного обеспечения системы.
Верхний уровень АСУ ТП действует на базе серверов, операторских (рабочих) и инженерных станций.
Средний уровень
На среднем уровне решаются задачи автоматического управления и регулирования, пуска и остановки оборудования, логико-командного управления, аварийных отключений и электрической защиты. Средний уровень реализуется на основе программируемых логических контроллеров (ПЛК).
Нижний уровень
Нижний (полевой) уровень АСУ ТП обеспечивает сбор данных о параметрах технологического процесса и состояния оборудования, реализует управляющие воздействия. Основными техническими средствами нижнего уровня являются датчики и исполнительные механизмы, станции распределенного ввода-вывода, пускатели, концевые выключатели, преобразователи частоты.
Уровень ввода-вывода
Входные сигналы от датчиков и управляющие воздействия на исполнительные механизмы можно подавать непосредственно на ПЛК. Однако если производственные технологические линии имеют значительную протяженность, это потребует длинных кабельных линий от каждого устройства к ПЛК. Такое техническое решение может оказаться не рациональным из-за:
• высокой стоимости кабелей;
• возрастания уровня электромагнитных помех с ростом длины кабельной линии.
Более рациональным в такой ситуации является использование станций распределенной периферии, располагающихся в непосредственной близости к датчикам и исполнительным механизмам. Такие станции содержат необходимые модули ввода и вывода, а также интерфейсные модули для подключения к ПЛК через цифровую полевую шину, например, с использованием протоколов Profibus DP, или Modbus RTU. При этом цифровая передача сигналов осуществляется по одному кабелю с высоким уровнем помехозащищенности. К полевой шине можно подключать цифровые датчики и исполнительные устройства, имеющие в своем составе контроллеры и другие блоки, обеспечивающие преобразование сигнала в цифровую форму и реализующие обмен данными через полевую шину.
Полевая шина Profibus DP (Process field bus Distributed Periphery) позволяет соединить до 125 устройств, до 32 на сегмент (ПЛК, станции распределенной периферии, датчики, исполнительные механизмы).
Станция распределенной периферии состоит из:
• базовой панели (Baseplate), на которую в специальные слоты устанавливают модули ввода-вывода и интерфейсные модули;
• профильной рейки, на которую крепят модули;
• модулей ввода-вывода (I/O Modules);
• интерфейсных модулей (Interface modules), обеспечивающих обмен данными с ПЛК через цифровую полевую шину.
Количество слотов для установки модулей может быть различным (чаще всего от 2 до 16). Один слот обычно используют для установки интерфейсного модуля.
Блок питания может быть установлен на базовой панели или может быть использован отдельный (внешний) блок.
Внутри базовой панели проходят две шины: одна служит для подачи электрического питания на установленные модули; другая – для информационного обмена между модулями.
Схема ввод-вывода данных с использованием станции распределенной периферии приведена на рис. 2.
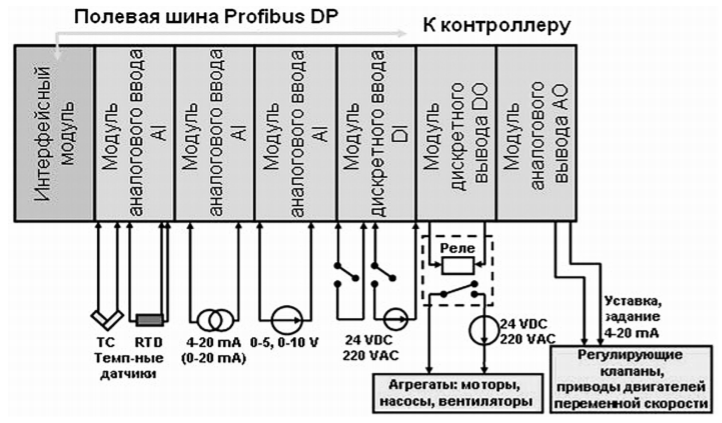
Рис. 2. Схема ввода-вывода данных с использованием станции распределенной периферии
На рис. 3 представлен узел распределенного ввода-вывода модели 25н 00.
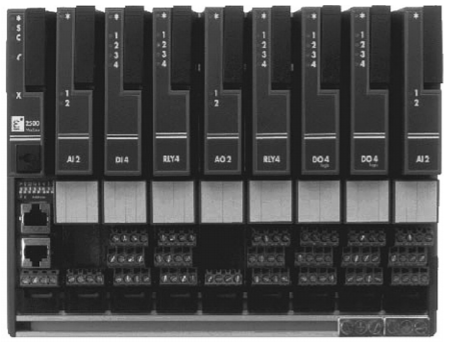
Рис. 3. Узел распределенного ввода-вывода
На базовой панели расположено 8 модулей ввода-вывода и интерфейсный модуль Profibus DP, внешний блок питания.
На рис. 4 представлена станция распределенной периферии ET200M. На базовой панели станции 6 сигнальных модулей (модулей ввода-вывода) 1 интерфейсный модуль Profibus и блок питания.

Рис. 4. Станция распределенной периферии ET200M
Сигнальные модули
Сигнальные модули (модули ввода-вывода) бывают 4 типов. Сигнальные модули аналогового ввода принимают от датчиков, подключенных к его входам, электрические сигналы унифицированного диапазона, например 0–20 или 4–20 мA (токовый сигнал), 0–10, 0–5 В (потенциальный сигнал), сигналы от термопар (TC) мВ, сигналы от термосопротивлений (RTD).
Сигнальные модули дискретного ввода
Сигнальные модули дискретного ввода DI (discrete input) принимают от датчиков дискретный электрический сигнал, который может иметь только два значения: или 0 или 24 В. В редких случаях 0 или 220 В.
Вход модуля DI может реагировать на замыкание-размыкание контакта в подключенной к нему цепи. К DI обычно подключают датчики контактного типа, кнопки ручного управления, статусные сигналы от систем сигнализации, приводов, позиционирующих устройств.
Сигнальные модули дискретного вывода DO в зависимости от внутреннего логического состояния выхода («1» или «0») устанавливает на клеммах дискретного выхода напряжения 24 или 0 В соответственно. Есть вариант, когда модуль в зависимости от логического состояния выхода просто замыкает или размыкает внутренний контакт (модуль релейного типа). Модули DO могут управлять приводами, отсечными клапанами, зажигать сигнальные лампочки, включать звуковую сигнализацию.
Сигнальные модули аналогового вывода
Сигнальные модули аналогового вывода АО (analogue output) используют для подачи токового управляющего сигнала на исполнительные механизмы с аналоговым управляющим сигналом. Допустим, регулирующий клапан с управляющим входом 4–20 мA необходимо открыть на 50%. В этом случае на соответствующий выход АO, к которому подключен вход клапана, подается ток I вых.
Под действием входного тока 12 мA клапан открыт наполовину.
Соответствие диапазона электрического сигнала между выходом модуля и входом подключенного к нему исполнительного механизма обязательно. Модуль ввода-вывода также характеризуется канальностью – числом входоввыходов, а, следовательно, и количеством сигнальных цепей, которые к нему можно подключить. Например, модуль AI4 — это четырехканальный модуль аналогового ввода. К нему можно подключить четыре датчика. DI16 – модуль дискретного ввода, имеет шестнадцать каналов. К нему можно подключить 16 статусных сигналов от технологических агрегатов.
В современных системах автоматизации расположение модулей ввода-вывода на базовой плате строго не регламентировано, и их можно устанавливать в произвольном порядке. Однако один или несколько слотов, как правило, зарезервированы под установку коммуникационного модуля. Иногда возможна установка сразу двух коммуникационных модулей, работающих параллельно. Это делается для повышения отказоустойчивости системы ввода-вывода.
Одним их главных требований, предъявляемых к современным системам ввода-вывода, является возможность замены модулей без отключения питания (функция hot swap).
Коммуникационные модули обеспечивают обмен данными между ПЛК, станциями распределенной периферии, цифровыми датчиками и исполнительными механизмами.
Модули поддерживают один из коммуникационных протоколов:
• Profibus DP;
• Profibus PA;
• Modbus RTU;
• HART;
• CAN.
Обмен информацией, как правило, осуществляется с использованием механизма «ведущий-ведомый» (master-slave). Только ведущее устройство, подключенное к шине, может инициировать обмен данными. Ведомые устройства пассивно фиксирует все данные, идущие по шине, и только в случае получения запроса от ведущего устройства отправляют обратно ответ.
Каждое устройство на шине имеет свой сетевой адрес, необходимый для однозначной идентификации. Узлы ввода-вывода, как правило, являются ведомыми устройствами, в то время как контроллеры — ведущими.
На рис. 5 показана цифровая полевая шина, объединяющая один контроллер (с монитором) и четыре узла ввода-вывода.
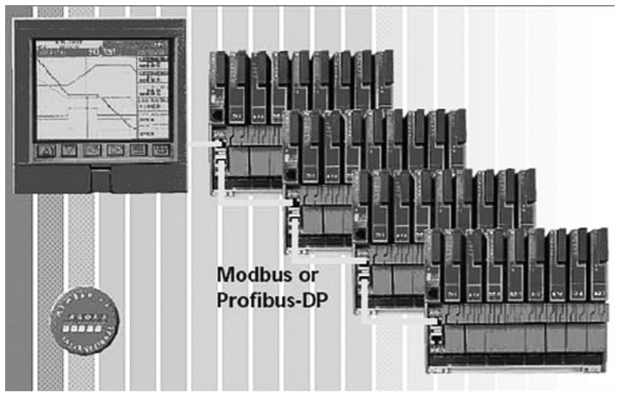
Рис. 5. Подключение ПЛК и станций распределенной периферии к полевой шине
Каждое устройство, подключенное к шине, имеет свой адрес, например, если ПЛК с адресом 1 хочет считать показание датчика давления, который подключен к станции распределенной периферии с сетевым адресом 5, к модулю AI, расположенному в слоте 6, входной канал 12. Тогда ПЛК формирует и отправляет по шине запрос.
Каждый узел прослушивает все запросы на шине. Узел 5 узнает, что запрос адресован ему, считывает показание датчика и формирует ответ.
Контроллер, получив ответ от ведомого устройства, считывает поле данных с датчика и выполняет соответствующую обработку.
После обработки данных ПЛК вырабатывает управляющий сигнал на открытие клапана на 50 %. Управляющий вход клапана подключен к второму каналу модуля AO, расположенного в слоте 3 узла 7. ПЛК формирует команду следующего содержания: Узел 7, прослушивая шину, встречает адресованную ему команду. Он записывает уставку 50 % в регистр, соответствующий слоту 3, каналу 2. При этом модуль AO формирует на выходе 2 необходимый электрический сигнал. После чего узел 7 высылает контроллеру подтверждение успешного выполнения команды.
Контроллер получает ответ от узла 7 и считает, что команда выполнена. Это всего лишь упрощенная схема взаимодействия контроллера с узлами ввода-вывода.
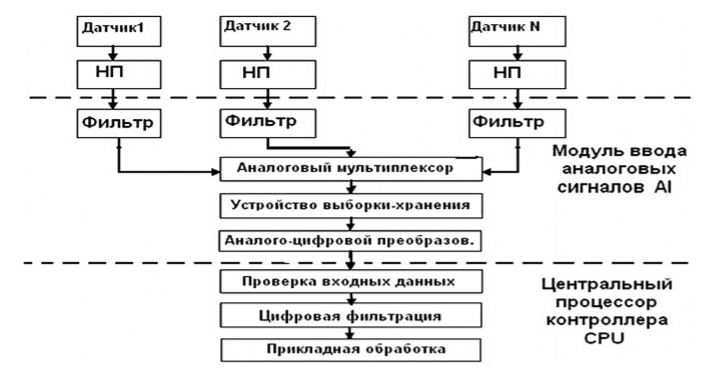
Рис. 6. Схема обработки аналогового сигнала при вводе в контроллер
В реальных АСУ ТП используют множество диагностических управляющих и сервисных сообщений. Хотя сам принцип «запрос-ответ» («команда-подтверждение»), реализованный в большинстве электронных протоколов, остается неизменным.
В АСУ ТП могут применяться схемы вводавывода через сигнальные модули, установленные непосредственно в слоты или на профильную рейку ПЛК (без использования станций распределенной периферии).
Обработка аналоговых сигналов в процессе ввода в контроллер
Для ввода аналогового сигнала в контроллер и его последующей обработки, он должен быть оцифрован, преобразован в цифровой код. Процесс обработки сигнала от аналогового датчика до использования в контроллере показан на схеме (рис. 6).
Сигналы от датчиков доводятся до нормированного уровня (4–20 мA, 0–10 В) нормирующими преобразователями (НП) и проходят этап аналоговой фильтрации. Аналоговые фильтры позволяют устранить высокочастотные шумы, которые могут быть вызваны, например, электромагнитными помехами при передаче сигнала по кабелю.
Необходимо отметить, что сигнал должен быть отфильтрован от высокочастотных шумов до цифровой обработки в контроллере. Это является необходимым условием правильного выбора периода дискретизации при вводе сигнала. Для адекватного восстановления исходного аналогового сигнала по дискретным данным, частота дискретизации должна не менее чем в два раза превышать наивысшую частоту в спектральном разложении вводимого сигнала (спектральный состав может быть получен в результате разложения сигнала в ряд Фурье). При более низкой частоте дискретизации в восстановленном сигнале появится ложная составляющая (так называемая псевдочастота), которую невозможно детектировать и устранить на этапе цифровой обработки. Наличие высокочастотного шума потребует очень высокой частоты дискретизации (частоты опроса датчика), что будет неоправданно загружать контроллер.
Отфильтрованные сигналы от датчиков поступают на аналоговый мультиплексор, основное назначение которого – последовательное подключение сигналов от датчиков к устройству выборки-хранения (УВХ) и аналогоцифровому преобразователю (АЦП) для дальнейшей обработки.
Такая схема позволяет существенно снизить общую стоимость системы ввода за счет применения только одного УВХ и АЦП на все каналы аналогового ввода. УВХ запоминает мгновенное значение сигнала в момент подключения датчика и удерживает его постоянным на своем выходе на время преобразования в АЦП.
В контроллере введенный цифровой сигнал проверяется на физическую достоверность и, при необходимости, проходит этап цифровой (программной) фильтрации.