

Механическая обработка технической керамики — это сложный, многостадийный процесс, целью которого является достижение необходимого качества и точности обрабатываемого изделия.
Механическая обработка керамики производится разными способами, сущестуют:
• абразивная обработка;
• ультразвуковая обработка;
• гидродинамическая обработка;
• лазерная;
• электроэрозионная и электрохимическая обработка.
Самый распространенный способ механической обработки является шлифование керамики и ее доводка. При шлифовании керамики используются алмазные шлифовальные круги (АШК) с различной зернистостью и связкой. Особенность алмазной обработки керамики состоит в малом износе и высокой стойкости инструмента. Известно, что себестоимость обработки керамики превышает стоимость обработки конструкционных сталей [1–6].
Результаты как теоретических, так и экспериментальных исследований [3] подтверждают, что при обработке хрупких материалов качество обработанной поверхности в значительной степени определяется уровнем и направлением силового воздействия режущего инструмента на обрабатываемый материал. Важным фактором, влияющим на процесс в зоне резания, является состояние рабочей поверхности АШК [1–2].
Состояние рабочей поверхности алмазных шлифовальных кругов определяется геометрической формой вершин зерен, их расположением и плотностью их распределения по глубине рабочего слоя инструмента. Износ зерен при шлифовании керамических изделий сопровождается значительным ростом сил резания, которые могут возрастать в 2–4 раза по сравнению с работой АШК после правки. При увеличении сил шлифования увеличивается вероятность дефектности поверхностного слоя обрабатываемой детали. Таким образом, при достижении максимальной силы резания, которая определяется из условий обеспечения требуемых параметров качества изделия, необходимо осуществлять управляющие воздействия на рабочую поверхность инструмента, восстанавливая его режущую способность, т. е. производить правку АШК.
Целью данной работы является увеличение качества обработанной поверхности керамического материала за счет уменьшения параметра шероховатости.
МЕТОДИКА ИССЛЕДОВАНИЙ
В лабораторном эксперименте проводилась операция чистового шлифования с правкой алмазного шлифовального круга и без правки. Схема шлифования представлена на рис. 1. В качестве заготовок были использованы 8 пластинок из технической керамики марки AIN размерами 10 х 10 х 1 мм. Была получена зависимость качества обработанной поверхности до и после правки АШК. Правка круга осуществлялась при нескольких продольных и поперечных подачах на заточном станке 3М642. В 2 случаях достигнута требуемая шероховатость обрабатываемой поверхности с незначительной разницей между собой. В табл. 1 представлены рекомендуемые параметры механической обработки керамики [4].

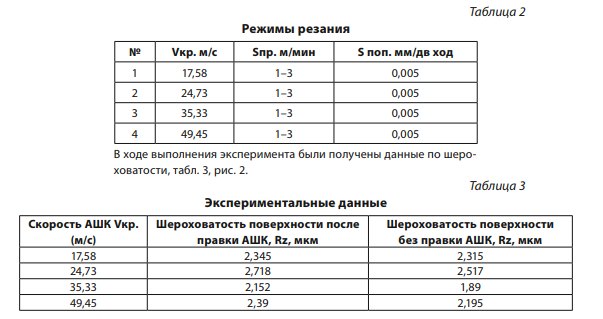
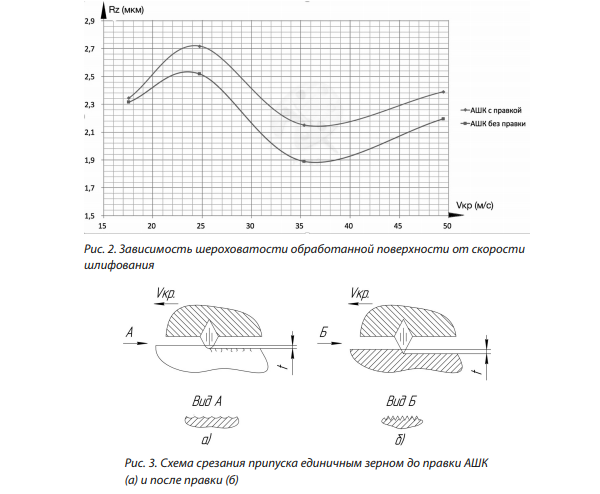
Вывод. В результате правки АШК увеличилась производительность и изменилась шероховатость обработанной поверхности. Инструмент без правки показал незначительно лучший параметр шероховатости, чем с правкой. Объясняется это тем, что у АШК, подвергнутого правке, алмазные зерна имеют более острую геометрию и обладают хорошей режущей способностью (рис. 3). Изношенные зерна, имеющие округлую форму, уменьшили параметр шероховатости, что повлекло за собой увеличение сил резания и, как следствие, образование микротрещин на хрупком материале. Объясняется это увеличением трения поверхности АШК с обрабатываемым материалом.